- 详细信息
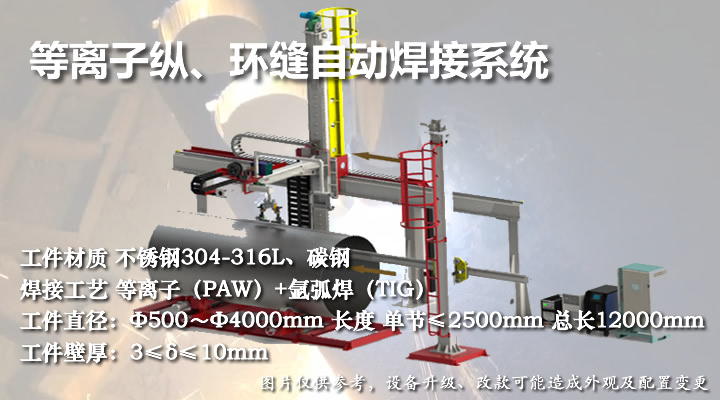
焊接对象
工件焊前状态:已点固且焊缝间隙小于0.5mm
焊接工艺:焊接两层,第一层采用穿透型等离子焊机,保证完全焊透。在焊接时可以观察到穿孔效应,并作为完全焊透的标准,须配引弧收弧板。第二层采用采用TIG焊+摆动,消除穿透型等离子焊接的的咬边现象。
设备简介
欲了解更多详情,请致电 18995660360 或 同号微信
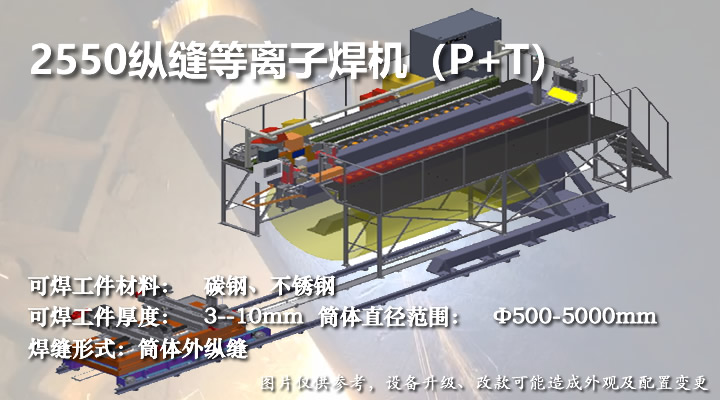
可焊工件材料:碳钢、不锈钢
可焊工件厚度:3-10mm
筒体直径范围:Ф500-5000mm
工件最大长度:2500mm
焊缝形式:筒体外纵缝
该设备主要用于筒体对接焊缝的焊接,针对工件直径范围不同,本设备配备加高型ZF-2550纵缝焊接设备。
工件上下料方式:采用半自动流水线上下料;电动台车输送至焊接位。
工件焊缝调整方式:电动(包括左右,前后,上下,工件换型状态)
工件夹紧方式:采取琴键夹具实现快速均匀压紧,琴键夹具压力可调节;通过加宽压指和减小压紧力来有效避免工件表面压出压痕。
焊接电源配置:美国飞马特ULTIMA 550I等离子焊接电源,松下YC-400TX TIG焊接电源。
工作流程:
工件吊装至托架滚轮上→通过送料小车将工件送入芯轴→气动挂钩锁紧芯轴→人工控制电动旋转工件将焊缝位置调整到位→琴键压板压紧工件→调整焊枪位置,调整焊接规范,启动按钮,焊接小车带动焊枪横向行走进行焊接→焊接完成后,焊枪自动升起,琴键压板松开工件,气动挂钩松开,托架接住工件,同时焊接小车快速回原位→工件输送将焊完工件送出,再吊装下一工件,重复上述动作。
ZF-2550纵缝焊主机
主要由主机架、横梁导轨机构、电动行走拖板、琴键压板式气动夹具、焊接芯轴、焊接背垫板、气动挂钩等部件构成。
主机架采用悬臂式焊接结构,具有足够的刚度和强度,满足设备长期使用时的稳定性。底座可用地脚螺钉固定,保证焊接时的稳定性。
横梁导轨机构强度高、重量轻,导轨导向采用精密直线导轨制作,行走采用齿轮齿条传动方式;横梁导轨两端设有行程限位开关对行走机构限位保护;焊枪行走速度无级调节,数字显示。
琴键式气动夹具为纵缝焊接而独特设计的,适应筒体工件直缝的自动焊接状态。所有琴键压板通过气缸在工件全长范围内将工件均匀压紧,配合焊接芯轴的焊接衬垫为工件提供良好散热冷却保护。