- 详细信息
设备总述
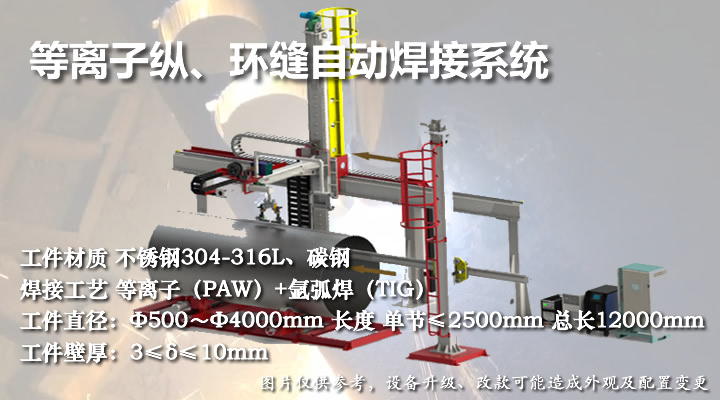
工件材质
不锈钢304-316L、碳钢
焊接工艺
等离子(PAW)+氩弧焊(TIG)
工件尺寸
工件直径:
Φ500~Φ4000mm
工件长度:
单节长度≤2500mm,工件总长12000mm
工件壁厚:
3≤δ≤10mm
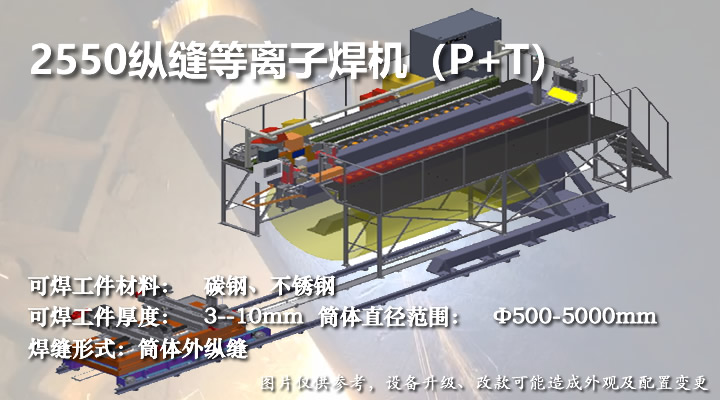
焊缝形式
筒体纵、环缝
该纵、环缝焊接专机包括专用的焊接精密龙门架及背气保护十字架、焊接滚轮架(主动、从动滚轮架及机械防窜机构)、焊接机头、撑圆机构(用户自备)、焊接电源系统、控制系统等组成。
设备特点:
1.该焊接专机具有两套焊接工艺(PAW/TIG)。
2.两套焊接系统(PAW/TIG)程序互锁。
3.设备配有有线遥控盒机构。
4.纵环缝焊接的切换采用人工操作方式。
5.设备布局采用地轨式方式,利于设备在低重心情况下稳定运行。
6.设备三维方向移动调整均采用滚轮导轨、直线导轨,交流伺服电机驱动,齿轮齿条传动方式。
7.设备配有电弧跟踪(满足环缝焊接时高度方向的跟踪要求)。
8.设备操作平台(用户自备)。
9.设备配焊缝内保护机构。
|
焊接方式 |
壁厚 3~10mm 无需开坡口,实现单面焊双面成型,获得成型美观的焊缝;10mm 以上需要 开单边 30~35°坡口,留 6-7mm 钝边,等离子打底,氩弧焊填充盖面。 |
|
保护气体 |
等离子气体、保护气采用 Ar(95%)+H2(5%)或Ar(99.99%),、托罩气、背保护气均采用纯氩:Ar(99.99%); |
|
焊丝规格 |
Φ0.8mm,Φ1.0mm,Φ1.2mm |
|
坡口形式 |
I、Y 型 |
|
组对错边量 |
建议≤0.5mm,最大不超过板厚 10% |
|
焊缝间隙 |
建议≤0.5mm |
|
焊缝清理 |
清理焊缝两侧 20mm 范围内油污、毛刺等杂质。 |
|
工件装配 |
采用手工 TIG 焊点固工件,焊点长度 5 mm 左右,点焊间距 50~100mm 点固点头尾打磨 圆滑过渡 |
纵缝焊接:
工件固定在专用的滚轮架上,焊接机头安装在专用的高精度龙门架横梁滑架支座上,通过滚轮架旋转,横臂滑架移动调整好焊接位置,通过横梁在龙门架上行走使焊枪作直线运动,背气保护十字架横臂同步运动,进行背面充气保护成型焊缝,完成纵缝焊接,单面焊双面成形。
环缝焊接
工件通过内撑机构(用户自备简易撑涨工装)固定在专用的滚轮架上,在横梁滑架上将焊枪纵环缝转换机构旋转90°,相对应的将背气保护盒旋转90°,调整好待焊接的焊缝,准备进行环缝焊接;焊接前调整内撑机构,保证工件的焊接圆度要求。焊接时工件由滚轮架带动旋转,实现P+T焊接,单面焊双面成形。筒体纵、环缝焊接专机的焊机、电源、运动机构及控制系统等运行稳定,结构设计合理。有足够的静态、动态稳定性和抗高频干扰性能,所选驱动系统执行元件精度高、可靠性好、响应速度快、定位准确。焊接控制参数匹配合理,操作维护方便。
欲了解更多详情及配置,请致电 18995660360 或同号微信